Меры длины от 5-7 мм до 40-50 мм наиболее просты в ремонте. Для предотвращения излишнего нагрева их пальцами, из резины или листового полиуретана делается накладка.

Проход меры начинают с середины плиты постепенно вывода на участок с плавно сбитой шаржировкой. Если этого прохода недостаточно, меру кладут на вторую плиту, не задействованную сейчас в работе. Так мера быстро остынет.
Доводка больших мер требует специального приспособления - рамка. Его можно сделать самостоятельно. Например, из толстого текстолита (толщиной 10-15 мм). Из латуни изготавливаются шесть винтов накатанными головками. С боковых сторон симметрично сверлятся отверстия, и нарезается резьба на них. Мера зажимается в этой рамке на высоте 20-30 мм от края. Ремонтник именно на эту рамку кладет пальцы и двигает с её помощью меру по плите.

Большие меры, вплоть до 1000 мм ведут себя достаточно сложно. Норовят опрокинуться, зарываются, прыжки, вибрации. Надо быть очень аккуратным!
Перед доводкой большие меры стоит внимательно осмотреть внешне, так как закалены у нее только участки с рабочими поверхностями, вся остальная часть из сырой стали. Соответственно могут быть следы ударов, изгиб... Это все резко усложняет ремонт, вам может потребоваться рихтовка меры латунным молотком, на латунной же пластине. Все это контролируется на горизонтальном оптиметре - параллельность плоскостей.
Для доводочных работ, не только во время ремонта концевых мер длины, но и ряда прочих таких же работ, нам понадобятся три чугунные поверочные плиты 200 х 200 мм.
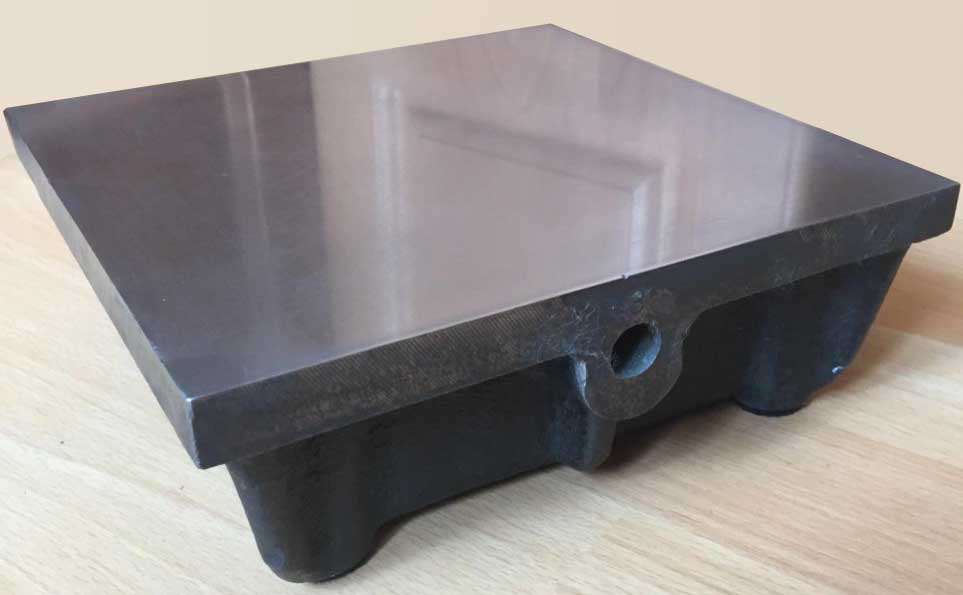
Плиты прежде надо подготовить. Шлифуется верхняя часть - толщина верхнего "листа" должна быть 25-30 мм. Снизу плита имеет три отлитые ножки, эту сторону так же можно снять на фрезерном станке. Так мы облегаем плиты по весу и делаем их более удобными в работе. Впрочем, вы можете оставить все как есть. Плиты маркируются? 1, 2 и 3.
Стальным надфилем или бархатным напильником (ни в коем случае не алмазным!) обрабатываем все острые кромки и грани. Промываем плиты в бензине, в т.ч. и резьбовые отверстия под ручки. Потом масляной краской окрашиваем нижние стороны и резьбовые отверстия. Боковые грани сверху не окрашиваем.
Теперь нам надо притереть (довести) эти плиты "методом трех". Для работы нам нужен крепкий стол. Доводочные порошки - электрокорунд белый зернистостью М20, М10, М5, М3, М2 и М1. Авиационный бензин или бензин "Калоша", чистый осветленный керосин, стеарин, бруски арканзас (один длинный прямоугольный 120-140 мм, шириной 30-40 мм и толщиной 10-20 мм; второй маленький 30-40 мм). Круглые колбы с пипеткой - Страшейна. Так же нужны чистые тканевые салфетки - хлопчатобумажные, не крахмальные, вата гигроскопическая.
Рабочий стол покрываем листом резины или листовым полиуретаном. Ставим плиты в ряд. Первую плиту "обездвиживаем" струбцинами или можно сварить из листовой стали "гнездо" под плиту - саму плиту не зажимаем ничем. На плите номер 1 кусковым стеарином чертим галочку, из колбы с пипеткой капаем 5 капель керосина, насыпаем немного порошка электрокорунда белого М20 и растираем все это (пальцем). Аккуратно переворачиваем плиту №2 и кладем её рабочей стороной на плиту №1 и слегка прижимая, начинаем притирку. Движения круговые и восьмеркой, постоянно поворачивая плиту по оси. Важно не допустить подсыхание керосина! Снимаем верхнюю плиту и тщательно протираем, на этом этапе можно использовать дешевую вату или ватин.
Вновь на плиту № наносим тем же способом стеарин, керосин и доводочный порошок, все повторяем, но уже притираем к первой плите третью.
Теперь меняем порядок плит - на место первой ставиться плита №2, а плита №1 отправляется в конец, за плитой №3. Повторяем весь цикл. Потом на место плиты №2 ставится плита №3 и все повторяется. Цикл закончен.
Теперь тоже самое проводим с порошком М10 и потом с порошком М5. В итоге мы получаем три плиты практически идеальной плоскостности.
Необходимые пояснения: в помещении должна быть температура 20°С, плюс-минус 2-3 градуса. Не допускаются сквозняки. Пыль. Во время доводки внимательно следим за температурой плит, если чувствуем, что они теплые - делаем перерыв.
Теперь мы берем три колбы с пипетками, их следует заранее подписать - М1, М2 и М3. В каждую насыпаем немного (половинку чайной ложечки) соответствующего электрокорунда белого, наливаем быстросохнущий бензин - авиационный Б-70 или "Калоша".
Теперь повторяем "метод трех" с этими порошками. На плиту №1 наносим ту же галочку стеарина, и пять капель керосина, растираем это. Взбалтываем колбу с порошком М3 и через пару секунд набрав в пипетку бензина с взвесью порошка, отправляем это на плиту №2 и растираем пальцем по всей поверхности. Так крупные зерна быстро осядут на дно колбы, и мы используем среднюю их зернистость.
Кладем плиту №2 на плиту №1 и аккуратно подвигав, разровняв порошок, проводит известный нам цикл взаимной притирки, потом тоже самое делаем с порошками М2 и М1.
При работе с порошком М1 мы должны прилагать усилие, которое можно так описать - мы как бы втираем, вгоняем, вдавливаем зерна корунда в плиту, но конечно без фанатизма и даем остывать плите! Это и называется шаржировкой - равномерное насыщение поверхностного слоя чугуна зернами абразива, в данном случае это электрокорунд белый. Он и будет работать у нас, грубо говоря, как резец.
Теперь протираем плиты хорошей ватой, и ваткой смоченной в бензине протираем торцевые стороны плиты.
Когда цикл закончен, берем рабочую стальную концевую меру на 10 мм. И протерев (все, что ставите на плиту, проглаживаете на длинном бруске арканзаса и протираете прежде тканевой чистой салфеткой белого цвета), с легким нажимом проводите посередине плиты. Смотрите на поверхность меры. Должен быть однородный штрих. Если этого нет, значит вы допустили ошибки при шаржировке - сильно прижимали, например, и зерна корунда внедрились в чугун, но сами себя сработали - сбились. Придется вновь повторить последний цикл порошком М1.
Далее готовим плиту таким образом. Маленьким камнем арканзас круговыми движениями с легким нажимом сбиваем остроту корунда в плите - сверху и снизу плиты - полоса примерно 40-50 мм. Затем нам нужно сделать плавный переход. Работаем так - Доводку меры проводим движением меры от себя к себе - вперед-назад, через раз разворачивая её на 180 градусов, при этом выводим её в правую сторону плиты. Соответственно, примерно с середины плиты начинаем сбивать корунд в правую сторону все сильнее. По центру практически нет, но чем ближе к правому краю, тем сильнее, на выходе должен быть практически ноль. Так мы добиваемся требуемой чистоты поверхности - 14 класс.
Всё, плиты готовы к работе.